CENTRO DI LAVORO ROTOPALLET FOCASEIKI AT-750 CON CNC FANUC / FOCU AT750.40FA15.1
Codice prodotto: FOCU AT750.40FA15.1
Caratteristiche: nuovo
Altre caratteristiche:


Caratteristiche: nuovo
Altre caratteristiche:
- Costruttore : Focaseiki
- Modello: AT-750
- Tipo CNC : Fanuc 0i-MF PLUS incluso MANUAL GUIDE i. MONITOR LDC 10.4"
- LINEA MANDRINO
- Attacco mandrino : ISO 40 DIN 69871
- Giri mandrino : Rpm 15.000 - trasmissione diretta
- Potenza mandrino: 7.5/11 Kw
- CAPACITA'
- Corse assi : 700/400/500 MM (x/y/z)
- Rapidi assi : X-Y-Z=48/48/48 mt/min
- TAVOLA
- Dimensioni tavola : N.2 tavole mm 650 x 430 (cave a T 14 mm)
- Distanza naso/tavola: 120-620 mm
- CAMBIO UTENSILE
- Diam max / Lung max utensile: 75 / 250 mm
- Tipo cambio utensili: random - 40 utensili
- Tempo ATC truciolo-truciolo: 4,5 sec
- ACCESSORI IN DOTAZIONE
- Impianto refrigerazione : CTS 30 bar attraverso il mandrino
- Passaggio aria attraverso il mandrino (ATS)
- Evacuatore trucioli a tappeto
- Pistola aria e acqua
- Sistema lavaggio vasca trucioli
- Maschiatura rigida
- Frigorifero per impianto refrigerante
- Predisposizione idraulica/pneumatica (2 tavole)
- Predisposizione 4o asse (N.2 tavole)
- Porta automatica
- CARATTERISTICHE GENERALI
- Dimensioni: 2700 x 3850 x 2900 mm
- Peso complessivo : 5.700 Kg
Immagini:

|

|

|
|

|
PERCHE’ FOCASEIKI
Focaseiki è una media azienda costruttrice di centri di lavoro di Taichung-Taiwan. Fondata alla fine degli anni ’90, è cresciuta rapidamente e oggi produce circa 35/40 macchine al mese.
Una particolarità del marchio Focaseiki è che il mercato di sbocco principale non è il sud-asiatico o la Cina, come per molti costruttori Taiwanesi, ma l’Europa, con la Germania tra i primi paesi a livello di export.
La caratteristica principale di queste macchine è infatti quello di essere concepiti secondo gli standard europei, a partire dal progetto inziale fino ad arrivare alla componentistica, dovuta a scelte derivate dalla lunga esperienza del titolare e fondatore, che prima di diventare imprenditore ha lavorato nelle principali aziende Taiwanese che producono centri di lavoro. Qualità e affidabilità sono garantite, dal punto di vista meccanico, dalla accurata scelta dei materiale e dei fornitori di componentistica, che sono principalmente europei e giapponesi.
STRUTTURA
La struttura in ghisa Meehanite aumenta la resistenza alla distorsione e l'assorbimento delle forze di taglio, trattata termicamente per eliminare l'instabilità strutturale. Resiste alla fatica sotto gli sforzi in svariate condizioni di lavoro, mantiene la rigidità meccanica e la precisione durante le lavorazioni ad alta velocità per lunghi periodi. Il basamento ed il montante sono progettati per lavorazioni ad alta velocità. Molto rigidi e realizzati in ghisa MEEHANITE sono perfettamente in grado di sostenere accelerazioni e decelerazioni importanti. Il basamento e la colonna distribuiscono in modo uniforme le forze di taglio per garantire massima rigidità e minima torsione. Una colonna e una base estremamente larghe e rigide assicurano la massima stabilità durante le lavorazioni.
La rigidità della struttura permette un’alta capacità d’assorbimento delle vibrazioni e nel contesto un’assoluta precisione nella lavorazione
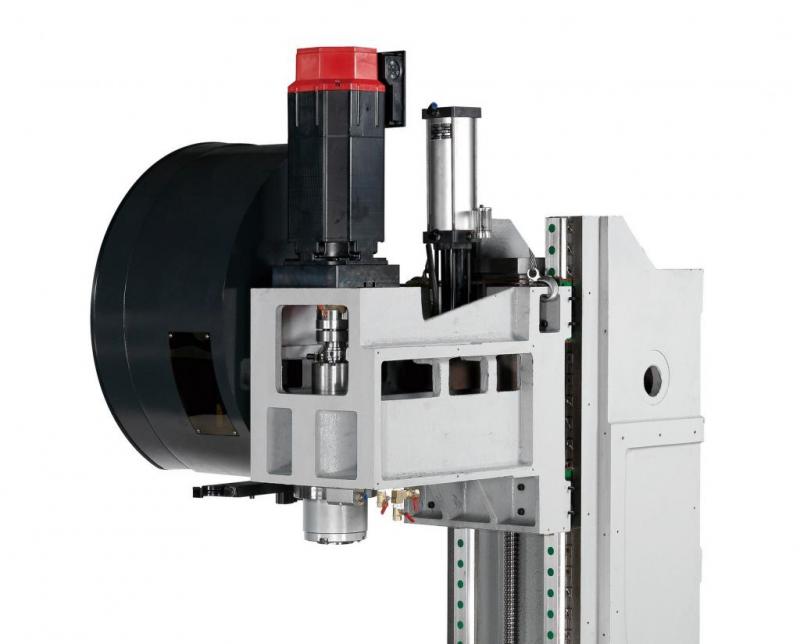
LINEA MANDRINO
La testa dove viene alloggiato il mandrino è una fusione monolitica realizzata in ghisa Meehanite progettata mantenendo i canoni classici e con geometria ideale fra la distanza del centro di rotazione del mandrino e la superficie d’appoggio lungo l’asse Z.
Nelle versioni AT (trasmissione diretta), il mandrino è assemblato in una cartuccia indipendente con l'albero supportato di cuscinetti a sfera a contatto obliquo con pre-carico radiale-assiale, di elevata precisione. Il mandrino utilizza cuscinetti di alta precisione per un' elevata resistenza assiale contro le forze di taglio. La cartuccia mandrino è equipaggiata con labirinto e soffio dell'aria per prevenire l'introduzione dei trucioli e del refrigerante. La lubrificazione è a grasso permanente "Long life" dove le qualità chimiche del grasso rimangono inalterate grazie all'olio raffreddato da un impianto di condizionamento. L'apposito gruppo frigorifero stabilizza la temperatura del mandrino e della piastra motore mandrino ed assicura un'elevata precisione delle lavorazioni impedendo variazioni termiche della linea mandrino e dei cuscinetti. Tutti i mandrini sono testati individualmente per 24 ore e certificati prima dell’installazione. Il sistema di bloccaggio dell'utensile è meccanico (molle a tazza) e lo sbloccaggio pneumatico; la pulizia del cono è garantita da un getto d'aria.
Sono inoltre disponibili mandrini con trasmissione diretta, cioè direttamente calettati con l’albero motore, a 10.000, 12.000 e 15.000 giri/min. La trasmissione diretta che accoppia il motore direttamente al mandrino annulla le tensioni indotte dalle tradizionali trasmissioni a cinghie e pulegge. I vantaggi di tale tecnologia sono: trasmissione più efficace della potenza, riduzione di vibrazioni, bassi tempi di frenata e avviamento e ridotta rumorosità, a tutto vantaggio di finiture superficiali migliori, maggiore stabilità termica e funzionamento più silenzioso.
CARRO E TAVOLA PORTAPEZZO
Il carro, sempre in GHISA MEEHANITE, è ampiamente dimensionato per supportare e guidare la tavola porta pezzo lungo tutta la corsa di lavoro. La tavola è temprata per permettere minori screziature in un uso prolungato ed un carico facilitato.
ANALISI FEM
Per una performance competitiva ed ottenere efficienza e qualità, i centri di lavoro della serie PM sono disegnati, analizzati e progettati con il sistema FEM. La struttura in ghisa è stata sottoposta a ripetute analisi strutturali secondo i principi della teoria dell'elasticità in modo da ottenere la sezione ottimale per una distribuzione simmetrica delle dilatazioni termiche. Lo studio con il Metodo degli Elementi Finiti simula le varie condizioni lavorative; gli irrigidimenti della struttura del bancale sono studiati ad arte per diminuire i carichi di lavoro sulla macchina. Questo consiste in un analisi dello stress strutturale che permette di progettare la struttura macchina per assicurare la massima rigidità, stabilità e durata nel tempo.
GUIDE DI SCORRIMENTO
Le guide di scorrimento lineari sono a ricircolo di rulli a doppia pista di sezione di 45 mm per tutti e tre gli assi. Gli avanzamenti in rapido sono di 30 m/min per gli assi X e Y e di 24 m/min per l’asse Z. Tutto ciò assicura un alta velocità durante la lavorazione e movimenti molto scorrevoli.
Ed infine i 6 pattini di supporto della tavola e della testa mandrino facilitano la distribuzione del carico e migliorano la stabilità in fase lavorativa.
MAGAZZINO UTENSILI
Il magazzino utensili a gestione " RANDOM bi-direzionale " è di tipo elettromeccanico, cioè privo di qualsiasi attuatore idraulico o pneumatico. Il braccio di scambio a doppia pinza è comandato da un motore tri-fase e le fasi del cambio utensile sono sequenziate da una camma meccanica. La mancanza di attuatori aumenta l'affidabilità del sistema e assicura una tempistica di cambio utensile costante nel tempo. La zona del magazzino utensili è completamnte carenata per prevenire l'ingresso dei trucioli durante le lavorazioni.
ASSI
Gli assi della macchina sono comandati da motori Brushless digitali (senza spazzole) in corrente alternata sovra-dimensionati in modo da garantire un'assoluta tranquillità nell'utilizzo gravoso e una notevole spinta in fase di accelerazione/decelerazione. I motori assi come il motore mandrino sono sempre forniti dallo stesso costruttore del controllo numerico (HEIDENHAIN & FANUC) .
La trasmissione del moto avviene tramite viti a ricircolo di sfere rettificate a doppia chiocciola pre-caricata di classe C3, montate a doppio incastro e collocate simmetricamente al centro delle guide, su di ogni supporto vite sono montati ben tre cuscinetti, i servo motori sono accoppiati direttamente alle stesse
ARMADIO ELETTRICO
L'armadio elettrico è realizzato in conformità alle più severe normative elettriche C.E. e la componentistica utilizzata è sempre di marca primaria, ed inoltre un condizionatore stabilizza la temperatura e deumidifica l'interno degli scomparti; ciò assicura le migliori condizioni per il funzionamento delle apparecchiature elettriche ed elettroniche, impedendo la contaminazione di agenti esterni quali il pulviscolo o i vapori del liquido lubrorefrigerante. Di serie su tutte le macchine l'uscita seriale RS 232, la presa USB e PMCI.
IMPIANTO DI LUBRO-REFRIGERAZIONE
L'impianto di lubro-refrigerazione è completo di pompa e di una serie di ugelli orientabili posizionati attorno al naso mandrino. L'anello intorno al mandrino per la sincronizzazione del lavaggio e della lubrificazione incrementa la produttività e allo stesso tempo dissipa il calore delle lavorazioni per migliorare la precisione.
EVACUAZIONE DEI TRUCIOLI
L’evacuazione dei trucioli è assicurata da getti in pressione di liquido refrigerante studiato per proteggere e pulire la zona di lavoro trasportando i trucioli verso gli evacuatori a coclea posti lateralmente alla tavola.
Un trasportatore di trucioli è posto frontalmente per asportare in modo ottimale trucioli di qualsiasi tipologia di materiale fuori dalla cabina della macchina. Le coperture telescopiche a V evitano l'accumulo dei trucioli.
REFRIGERAZIONE E ARIA ATTRAVERSO IL MANDRINO
L'impianto refrigerante attraverso la linea mandrino ad alta pressione (CTS) è la soluzione più indicata per risolvere i problemi di foratura profonda, scarico di tasche, evacuazione dei trucioli e gestione dell'ormai 60-70% degli utensili. L'impianto è corredato da una una pompa ad alta pressione (20 o 30 Bar). Il giunto rotante posizionato superiormente al sistema di bloccaggio / sbloccaggio dell'utensile, garantisce portate sicure fino ad un regime massimo di 15.000 giri a secco e non.
Di serie su tutti i modelli viene fornito il sistema ATS (aria attraverso il mandrino), che però prevede una limitazione del numero di giri del mandrino (max 10.000 rpm).
CARATTERISTICHE CNC FANUC 0i-MF
Focaseiki è una media azienda costruttrice di centri di lavoro di Taichung-Taiwan. Fondata alla fine degli anni ’90, è cresciuta rapidamente e oggi produce circa 35/40 macchine al mese.
Una particolarità del marchio Focaseiki è che il mercato di sbocco principale non è il sud-asiatico o la Cina, come per molti costruttori Taiwanesi, ma l’Europa, con la Germania tra i primi paesi a livello di export.
La caratteristica principale di queste macchine è infatti quello di essere concepiti secondo gli standard europei, a partire dal progetto inziale fino ad arrivare alla componentistica, dovuta a scelte derivate dalla lunga esperienza del titolare e fondatore, che prima di diventare imprenditore ha lavorato nelle principali aziende Taiwanese che producono centri di lavoro. Qualità e affidabilità sono garantite, dal punto di vista meccanico, dalla accurata scelta dei materiale e dei fornitori di componentistica, che sono principalmente europei e giapponesi.
STRUTTURA
La struttura in ghisa Meehanite aumenta la resistenza alla distorsione e l'assorbimento delle forze di taglio, trattata termicamente per eliminare l'instabilità strutturale. Resiste alla fatica sotto gli sforzi in svariate condizioni di lavoro, mantiene la rigidità meccanica e la precisione durante le lavorazioni ad alta velocità per lunghi periodi. Il basamento ed il montante sono progettati per lavorazioni ad alta velocità. Molto rigidi e realizzati in ghisa MEEHANITE sono perfettamente in grado di sostenere accelerazioni e decelerazioni importanti. Il basamento e la colonna distribuiscono in modo uniforme le forze di taglio per garantire massima rigidità e minima torsione. Una colonna e una base estremamente larghe e rigide assicurano la massima stabilità durante le lavorazioni.
La rigidità della struttura permette un’alta capacità d’assorbimento delle vibrazioni e nel contesto un’assoluta precisione nella lavorazione
LINEA MANDRINO
La testa dove viene alloggiato il mandrino è una fusione monolitica realizzata in ghisa Meehanite progettata mantenendo i canoni classici e con geometria ideale fra la distanza del centro di rotazione del mandrino e la superficie d’appoggio lungo l’asse Z.
Nelle versioni AT (trasmissione diretta), il mandrino è assemblato in una cartuccia indipendente con l'albero supportato di cuscinetti a sfera a contatto obliquo con pre-carico radiale-assiale, di elevata precisione. Il mandrino utilizza cuscinetti di alta precisione per un' elevata resistenza assiale contro le forze di taglio. La cartuccia mandrino è equipaggiata con labirinto e soffio dell'aria per prevenire l'introduzione dei trucioli e del refrigerante. La lubrificazione è a grasso permanente "Long life" dove le qualità chimiche del grasso rimangono inalterate grazie all'olio raffreddato da un impianto di condizionamento. L'apposito gruppo frigorifero stabilizza la temperatura del mandrino e della piastra motore mandrino ed assicura un'elevata precisione delle lavorazioni impedendo variazioni termiche della linea mandrino e dei cuscinetti. Tutti i mandrini sono testati individualmente per 24 ore e certificati prima dell’installazione. Il sistema di bloccaggio dell'utensile è meccanico (molle a tazza) e lo sbloccaggio pneumatico; la pulizia del cono è garantita da un getto d'aria.
Sono inoltre disponibili mandrini con trasmissione diretta, cioè direttamente calettati con l’albero motore, a 10.000, 12.000 e 15.000 giri/min. La trasmissione diretta che accoppia il motore direttamente al mandrino annulla le tensioni indotte dalle tradizionali trasmissioni a cinghie e pulegge. I vantaggi di tale tecnologia sono: trasmissione più efficace della potenza, riduzione di vibrazioni, bassi tempi di frenata e avviamento e ridotta rumorosità, a tutto vantaggio di finiture superficiali migliori, maggiore stabilità termica e funzionamento più silenzioso.
CARRO E TAVOLA PORTAPEZZO
Il carro, sempre in GHISA MEEHANITE, è ampiamente dimensionato per supportare e guidare la tavola porta pezzo lungo tutta la corsa di lavoro. La tavola è temprata per permettere minori screziature in un uso prolungato ed un carico facilitato.
ANALISI FEM
Per una performance competitiva ed ottenere efficienza e qualità, i centri di lavoro della serie PM sono disegnati, analizzati e progettati con il sistema FEM. La struttura in ghisa è stata sottoposta a ripetute analisi strutturali secondo i principi della teoria dell'elasticità in modo da ottenere la sezione ottimale per una distribuzione simmetrica delle dilatazioni termiche. Lo studio con il Metodo degli Elementi Finiti simula le varie condizioni lavorative; gli irrigidimenti della struttura del bancale sono studiati ad arte per diminuire i carichi di lavoro sulla macchina. Questo consiste in un analisi dello stress strutturale che permette di progettare la struttura macchina per assicurare la massima rigidità, stabilità e durata nel tempo.
GUIDE DI SCORRIMENTO
Le guide di scorrimento lineari sono a ricircolo di rulli a doppia pista di sezione di 45 mm per tutti e tre gli assi. Gli avanzamenti in rapido sono di 30 m/min per gli assi X e Y e di 24 m/min per l’asse Z. Tutto ciò assicura un alta velocità durante la lavorazione e movimenti molto scorrevoli.
Ed infine i 6 pattini di supporto della tavola e della testa mandrino facilitano la distribuzione del carico e migliorano la stabilità in fase lavorativa.
MAGAZZINO UTENSILI
Il magazzino utensili a gestione " RANDOM bi-direzionale " è di tipo elettromeccanico, cioè privo di qualsiasi attuatore idraulico o pneumatico. Il braccio di scambio a doppia pinza è comandato da un motore tri-fase e le fasi del cambio utensile sono sequenziate da una camma meccanica. La mancanza di attuatori aumenta l'affidabilità del sistema e assicura una tempistica di cambio utensile costante nel tempo. La zona del magazzino utensili è completamnte carenata per prevenire l'ingresso dei trucioli durante le lavorazioni.
ASSI
Gli assi della macchina sono comandati da motori Brushless digitali (senza spazzole) in corrente alternata sovra-dimensionati in modo da garantire un'assoluta tranquillità nell'utilizzo gravoso e una notevole spinta in fase di accelerazione/decelerazione. I motori assi come il motore mandrino sono sempre forniti dallo stesso costruttore del controllo numerico (HEIDENHAIN & FANUC) .
La trasmissione del moto avviene tramite viti a ricircolo di sfere rettificate a doppia chiocciola pre-caricata di classe C3, montate a doppio incastro e collocate simmetricamente al centro delle guide, su di ogni supporto vite sono montati ben tre cuscinetti, i servo motori sono accoppiati direttamente alle stesse
ARMADIO ELETTRICO
L'armadio elettrico è realizzato in conformità alle più severe normative elettriche C.E. e la componentistica utilizzata è sempre di marca primaria, ed inoltre un condizionatore stabilizza la temperatura e deumidifica l'interno degli scomparti; ciò assicura le migliori condizioni per il funzionamento delle apparecchiature elettriche ed elettroniche, impedendo la contaminazione di agenti esterni quali il pulviscolo o i vapori del liquido lubrorefrigerante. Di serie su tutte le macchine l'uscita seriale RS 232, la presa USB e PMCI.
IMPIANTO DI LUBRO-REFRIGERAZIONE
L'impianto di lubro-refrigerazione è completo di pompa e di una serie di ugelli orientabili posizionati attorno al naso mandrino. L'anello intorno al mandrino per la sincronizzazione del lavaggio e della lubrificazione incrementa la produttività e allo stesso tempo dissipa il calore delle lavorazioni per migliorare la precisione.
EVACUAZIONE DEI TRUCIOLI
L’evacuazione dei trucioli è assicurata da getti in pressione di liquido refrigerante studiato per proteggere e pulire la zona di lavoro trasportando i trucioli verso gli evacuatori a coclea posti lateralmente alla tavola.
Un trasportatore di trucioli è posto frontalmente per asportare in modo ottimale trucioli di qualsiasi tipologia di materiale fuori dalla cabina della macchina. Le coperture telescopiche a V evitano l'accumulo dei trucioli.
REFRIGERAZIONE E ARIA ATTRAVERSO IL MANDRINO
L'impianto refrigerante attraverso la linea mandrino ad alta pressione (CTS) è la soluzione più indicata per risolvere i problemi di foratura profonda, scarico di tasche, evacuazione dei trucioli e gestione dell'ormai 60-70% degli utensili. L'impianto è corredato da una una pompa ad alta pressione (20 o 30 Bar). Il giunto rotante posizionato superiormente al sistema di bloccaggio / sbloccaggio dell'utensile, garantisce portate sicure fino ad un regime massimo di 15.000 giri a secco e non.
Di serie su tutti i modelli viene fornito il sistema ATS (aria attraverso il mandrino), che però prevede una limitazione del numero di giri del mandrino (max 10.000 rpm).
CARATTERISTICHE CNC FANUC 0i-MF
- FANUC 0i MF PLUS ( Digitale a 32 Bit Risk )
- FANUC Manual Guide serie i
- FANUC Video LCD 10.4" a colori con grafica tridimensionale
- FANUC Controllo assi digitale su fibra ottica
- FANUC memoria 1280 Metri ( 512 kb )
- FANUC Tempo esecuzione istruzione 0.033 μs/STEP
- FANUC Supporto PCMCIA standard
- FANUC Interfaccia trasmissione dati con scheda ETHERNET
- FANUC Assistenza e funzione aiuto
- FANUC Backup e restore della memoria CNC su scheda PCMCIA
- FANUC Funzione di copia e incolla programmi
- FANUC Interpolazione elicoidale, cilindrica, polare, circolare, lineare
- FANUC Rotazione coordinate ( G68 )
- FANUC Programmazione assoluta/incrementale possibile nello stesso blocco
- FANUC Assi controllati 5 di cui 4 simultaneamente
- FANUC Comando diretto delle funzioni S (Mandrino) e T (Utensili)
- FANUC 54 Selezioni origini pezzo (da G54 a G59 + G54.1 P..)
- FANUC Spostamento origini da programma ( G52 )
- FANUC Introduzione automatica valore coordiante pezzo
- FANUC Editazione programmi durante l’ esecuzione automatica ( Edit back -ground )
- FANUC Ripartenza programma
- FANUC Cicli fissi foratura
- FANUC Maschiatura rigida
- FANUC Custom macro tipo B
- FANUC Controllo continuo della velocita’ tangenziale dell’utensile
- FANUC Funzione di pre-lettura blocchi ( Look-Ahead )
- FANUC Compensazione errore di gioco assi
- FANUC Compensazione errore di inversione assi